Waarom heb ik een EDM-draadsnijmachine nodig?
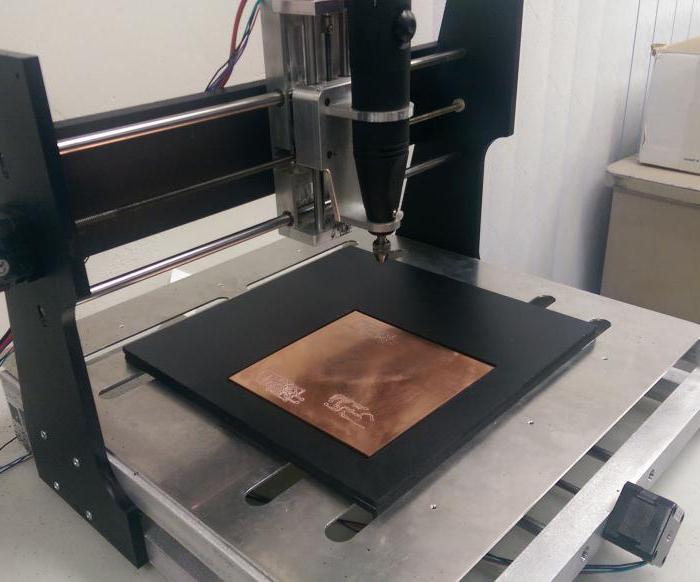
Elektro-elektrische draadsnijmachinedient voor een nauwkeurige uitvoering van gaten in metalen met verschillende dichtheden. Het gereedschap beweegt met hoge precisie en vloeiendheid. De motoren die ermee worden gemaakt, worden geproduceerd in de gereedschapswerktuigenfabriek met behulp van unieke technologie.
ontwerp
Elektro-elektrische draadsnijmachineis uitgerust met planparallelle motoren. Om dit te doen, maken fabrikanten hun neodymiummagneten (NdFeB - neodymium-ijzer-boor). Bovendien hadden ze een uniek K-SMS controlesysteem nodig.

Klassieke elektro-erosieveDe draadsnijmachine kan alleen elektrisch geleidende knuppels verwerken. Metalen worden tot een aanzienlijke diepte met een boog verbrand. Een glad oppervlak blijft op de snijplaats, vaak zonder aanvullende verwerking.
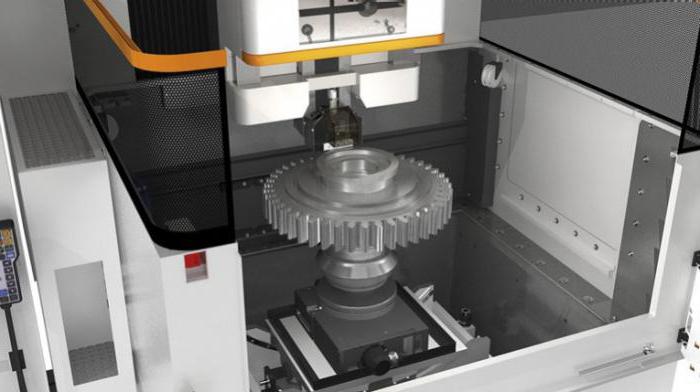
Elektro-elektrische draadsnijmachinehelpt bij het verkrijgen van complexe producten: vormen, spanningen, conische en cilindrische oppervlakken, uitsteeksels en afschuiningen. In de uitverkoop is het mogelijk om twee-coördinaat samenstellen te vinden, gebruikt voor de eenvoudigste bewerkingen. Meer complexe producten worden verkregen met behulp van vijf-coördinaten machines.
Werkingsprincipe
Tijdens het gebruik van een draadsnijmachineMessingdraad wordt meestal gebruikt als snijgereedschap. Het wordt uitgevoerd door een unieke technologie en de kwaliteit ervan hangt af van de snelheid en nauwkeurigheid van de verwerking.
Als een hoogfrequente pulsgenerator met verhoogd vermogen wordt gebouwd in de beschreven machine, is koperdraad voorzien van een speciale coating. De structuur heeft verschillende lagen:
- De basis is CuZn40 (koper-zink-legering) of messing. Molybdeen en koper kunnen ook worden gebruikt.
- De thermodiffusielaag is een zinkconcentratie van meer dan 50%.
- De bovenste laag is zuiver zink.
Dankzij deze structuur heeft de draad een aantal voordelen:
- Bestand tegen hoge temperaturen.
- De boog tijdens de verwerking is stabiel, de vorming van verzakkingen in plaats van de snede is uitgesloten.
- Het verbruik van draad voor de lengte van de snede wordt verminderd.
Draadvonken met CNCworden voornamelijk gebruikt in massaproductie. Enkele items rechtvaardigen niet de aanschaf van dure apparatuur, maar sommige details kunnen alleen worden verkregen door dit type snit. De zinklaag zorgt voor de continuïteit van het automatische proces door de uitsluiting van het koper uit de hoogfrequente stromen.
Verwerkingsproces
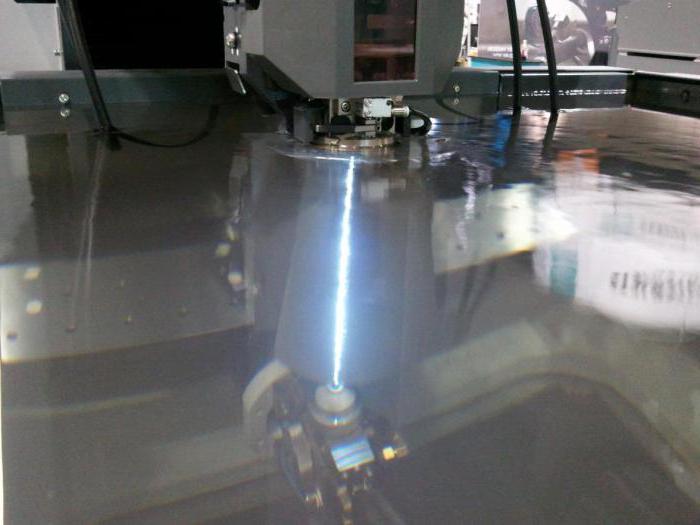
Elektroerosieve materiaalverwerking is gebaseerd opop de vorming van een vonk door een stroom van hoge frequentie door een minimale lucht- of waterhiaat te leiden. Dit proces is het meest actief met de deelname van koper.
Er zijn verschillende soorten metaalverwerking op de bovenstaande apparatuur:
- Kopieer- en stiktechnologieën.
- Geprofileerd en ingekerfd.
- Aanprikken.
Vaker een draad voor EDM-machinesis bevestigd aan het bewegende samenstel. Het werkstuk wordt op een vaste tafel geplaatst. Het snijproces wordt bestuurd door de NC-controller, die meerdere assen tegelijk bestuurt.
De essentie van technologie
Elektrische ontlading tussen de draad enHet werkstuk leidt tot het verwijderen van een deel van het metaal. De geïsoleerde deeltjes worden afgevoerd naar het volume van het arbeidsfluïdum. Slib (kristalliseerbare deeltjes) wordt uitgefilterd en verwijderd aan het einde van de snede. De verwerkingssnelheid wordt bepaald door de stroom. Maar optimale regimes moeten worden gekozen, waarbij er geen opeenhopingen zijn in het proces van snijden.
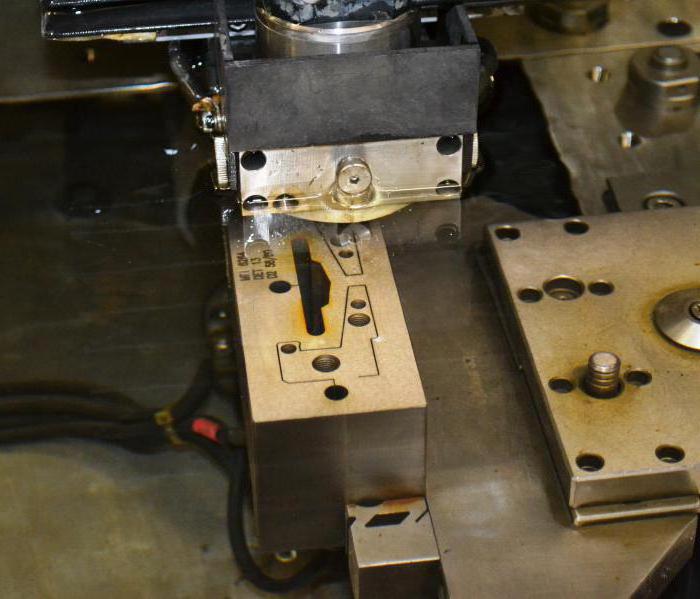
Electro-erosie helpt om producten met zeer te makendunne wanden om zachte metalen te bewerken zonder mechanische schade. Deze methode van snijden wordt gebruikt voor firmware tot grote diepte. De draaddikte is minimaal, alleen deze parameter beperkt de diameter van de geproduceerde gaten.
Aanvullende verwerking is niet vereist, aangezienNa het knippen, is er geen braam meer achtergelaten door de huidige pulsen. Ook is er geen behoefte aan een duur gereedschap dat wordt gebruikt in klassieke maalmethoden. Dit wordt relevant voor blanco's uit viskeuze materialen.
Hardware parameters
CNC-procesbesturing breidt de mogelijkheden uit om metalen te verwerken door elektro-erosie. De afwijkingen van de loodrechtheden en rechtlijnen van de verplaatsing van de assen zijn niet meer dan 0,01 μm.
Mechanische nauwkeurigheid wordt geclaimd door fabrikanten, enhet is niet nodig om aanvullende aanpassingen te maken. De machine is volledig klaar voor de start van de automatische cyclus, het volstaat om het onderdeelmodel in de standaardcode te laden.

Moderne elektronica zorgt voor nauwkeurigheidverplaatsing door hoekige en lineaire sensoren, waarvan de resolutie 1,5 μm is. De nauwkeurigheid van de resulterende contouren varieert van ± 1,5 tot ± 5 μm bij een lengte van 300 mm.
De kenmerken worden individueel geselecteerd voor de behoeften van de productie. Uitgaande hiervan worden de kosten van apparatuur gevormd, gericht op een geschikt model.
Extra opties
De koper van de elektrische erosiemachine kan de uitrusting achteraf inbouwen met de aangeboden opties:
- Gecontroleerde positie van de C-as.Verder is het nodig voor het frezen van cilindrische werkstukken.
- Turret met extra vrijheidsgraden van het gereedschap. Met dit model worden geometrisch complexe onderdelen verkregen.
- De tabel kan extra assen hebben. Deze optie wordt gebruikt bij het verwerken van body-producten of meerdere blanco's in één cyclus.
Standaarduitrusting omvat systemenreinigingsvloeistof, filtratie mogelijk met een kwaliteit tot 3 micron. Vuile cartridges hebben standaardformaten en veranderen vrij snel.